Диаметр нарезаемой резьбы. Нарезание резьб.doc
В настоящее время трудно представить проведение слесарных работ без специального резьбонарезного инструмента. Этим инструментом можно нарезать резьбу на изделиях из цветных металлов и стали.
Метчики
Внутреннюю резьбу на детали нарезают при помощи метчиков.

Метчики для нарезания дюймовой и метрической резьбы обычно изготавливаются комплектами, состоящими из двух штук.
Метчики для дюймовой резьбы (менее 2 дюймов) и для метрической резьбы от 32 до 54 мм с шагом более 3 мм изготавливаются комплектами, состоящими из трех штук. В такие комплекты входят первый (черновой), второй (средний) и третий (чистовой).
На хвостовой части первого метчика имеется одна круговая риска, на хвостовой части второго - две, а на хвостовой части третьего - три.
Размер резьбы указывается также на хвостовой части метчика.
При нарезании резьбы вручную для метчика используется специальный вороток.

Подробнее про метчики видео в конце статьи.
Как нарезать резьбу метчиком.

Нарезание резьбы метчиком на первый взгляд выглядит просто, но это не значит что получится легко и с первого раза. Особое внимание уделите выбору качественного инструмента. Тупой метчик есть все шансы заломать. Добывать обломок из отверстия та ещё морока.
При нарезании резьбы придерживайтесь правила: 1 - 2 оборота вперед (режем резьбу) - 0.5 - 1 оборота назад.
При нарезании резьбы в глухих отверстиях неизбежно скопится стружка, необходимо выкручивать метчик и удалять металлические отходы из отверстия и с метчика.
Внимание! Если метчик извлекался полностью, то будьте внимательны при очередном его вкручивании или при проходе следующим номером. Необходимо попасть уже нарезанную резьбу и не срезать её.
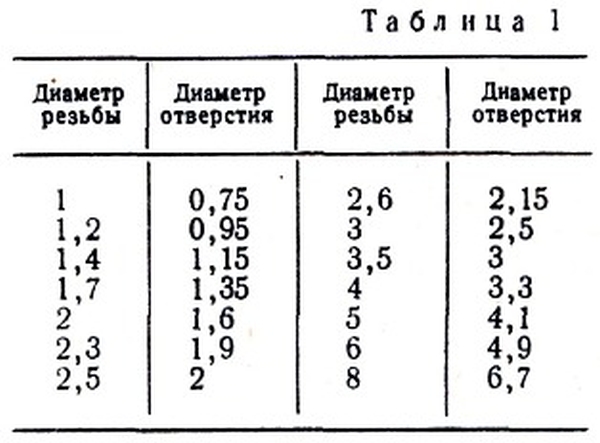
Диаметр просверленного отверстия должен соответствовать диаметру резьбы (таблица 1):

Отклонения от указанных значений приведут к некачественной резьбе.
И конечно, не забываем про смазку (масло, керосин, солидол и т.д.).
Плашки
Наружная резьба нарезается с использованием плашек.

Плашки производятся раздвижные (призматические), накатные и круглые. Круглые лерки подразделяются на разрезанные и цельные.
Цельные круглые лерки используют для нарезания на деталях метрической резьбы диаметром от одного до 76 миллиметров. Для нарезки на деталях дюймовой резьбы используются плашки, имеющие диаметр от 1/4 до 2 дюймов.
При ручной нарезки резьбы плашки зажимаются в вороток специальной конструкции -леркодержатель.

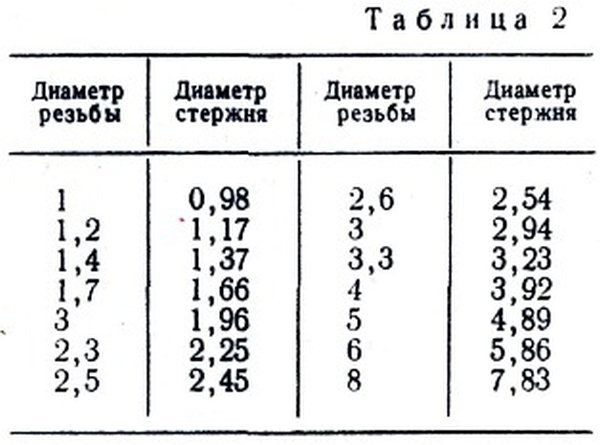
Во случаях нарезания резьбы необходимо обязательное использование смазывающих жидкостей и соответствия размеров таблице 2:

Процесс нарезания наружной резьбы наглядно представлен на видео:
Обратите внимание на обратные вращения (противоположные основному рабочему ходу инструмента).
Специальные плашки и метчики
Специальные плашки и метчики являются инструментом, который изготовлен с разными отклонениями от стандартов DIN, ISO, ANSI и других. Изменения могут затрагивать степень точности, длину и форму хвостовика, количества ниток на один дюйм, шаг резьбы, диаметр нарезаемой резьбы и другие параметры.
Стандартные лерки и метчики изготавливаются из быстрорежущей стали марки HSS, а также из улучшенной быстрорежущей стали с добавлением ванадия и кобальта марки HSS-E. На специальные метчики также наносятся различные износостойкие покрытия.
Резьбомер
Для контроля формы профиля, диаметра и шага резьбы используются специальные и универсальные инструменты.
Для проверки профиля резьбы применяется резьбомер.

Для точного контроля иногда используются специальные микроскопы. Диаметр резьбы можно замерить также и штангенциркулем.
- Базовый инструмент
- Подбор сверла
- Порядок производства работ
- Удаление сломанного инструмента
О том, как нарезать резьбу метчиком вручную, должен знать каждый человек, связанный с монтажом металлоконструкций или выполняющий различные ремонтные работы. Это один из базовых навыков слесарного дела, который у опытных работников доведен до автоматизма.

Метчики предназначенны для охвата вращающим инструментом (воротком) или закрепления в патроне станка.
Базовый инструмент
Для выполнения внутренних резьб ручным способом используются различные метчики, изготавливаемые из углеродистых или быстрорежущих сталей. Они представляют собой металлический стержень с рабочей частью и хвостовиком, предназначенным для охвата вращающим инструментом (воротком) или закрепления в патроне станка. Рабочая часть с наружной резьбой имеет коническую форму, для выхода стружки в ней предусмотрены продольные канавки.
Существует несколько разновидностей метчиков, но не все они пригодны для ручного выполнения внутренней резьбы. Например, машинные могут использоваться лишь на станках в силу своей конструкции. Для производства ручных работ подходят следующие виды метчиков:

- Комплектные. Из названия следует, что это комплект из нескольких изделий (3-5 штук) одинакового диаметра, применяющихся поочередно. Позволяют добиться четкого профиля резьбы, хотя операция занимает некоторое время.
- Машинно-ручные. Разновидность машинного инструмента, в котором конец хвостовика имеет прямоугольное сечение для охватывания воротком. Резьба нарезается за один проход.
Кроме того, метчики могут иметь различное исполнение в зависимости от типа резьбы. Наиболее часто встречается метрическая, реже – цилиндрическая и трубная.
Как правило, при монтаже металлоконструкций производственных зданий (ангаров, теплиц и прочих сооружений), не подверженных вибрациям, используются метрические резьбы.
Также часть метчиков изготавливается со срезанной рабочей частью, это нужно для работы с глухими отверстиями. Отдельно следует рассматривать работу с легированными сталями повышенной твердости. Изделия для преодоления этой твердости имеют на рабочей части канавки, расположенные в шахматном порядке либо крест-накрест.
Вернуться к оглавлению
Подбор сверла
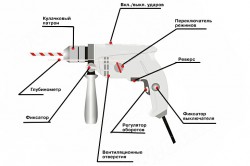
Электрическая дрель необходима для выполнения работы по нарезанию внутренней резьбы.
Перед тем как нарезать резьбу метчиком, необходимо сначала просверлить под нее отверстие. Совершенно ясно, что диаметр отверстия должен быть меньше размера метчика, но вот насколько? Существует универсальный способ вычисления этой разницы. Любая резьба характеризуется двумя параметрами:
- диаметр, указывается на инструментах с прописной буквой М впереди, например, М6;
- шаг витков прописан в виде цифры после первого параметра, например, М6х1.
Взглянув на маркировку метчика, легко подобрать сверло для работы. Надо от значения диаметра отнять шаг резьбы, в приведенном примере М6х1 понадобится отверстие размером 6 – 1 = 5 мм. Сверло следует брать обычное цилиндрическое, для обработки металла такие изготавливаются из быстрорежущей стали Р6М5. С целью облегчить подбор размеров в Таблице 1 представлены рекомендуемые диаметры для отверстий самых «ходовых» резьб метрического профиля.
Таблица 1
| Маркировка | М3 | М4 | М5 | М6 | М8 | М10 |
| D отверстия, мм | 2,5 | 3,3 | 4,2 | 5 | 6,75 | 8,5 |
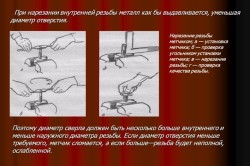
Поскольку речь идет о ручной обработке металла, то при подборе сверл следует учесть одну особенность. При работе с электрической дрелью, как бы вы ни старались удерживать ее ровно и неподвижно, отверстие будет разбиваться и его размер окажется несколько больше, чем нужно. В результате после прохода метчиком, витки резьбы будут иметь срезанный профиль. При закручивании туда болта появится люфт, а при высоком моменте затяжки витки могут попросту деформироваться. Величина разбивки отверстия зависит от двух факторов:

Зенковки нужны для снятия фасок при нарезании внутренней резьбы.
- Диаметра, чем он больше, тем сильнее разворачивается отверстие. Например, при D = 5 мм происходит увеличение на 0,08 мм, а при D = 10 мм – уже 0,12 мм.
- Условий работы. Слесарь может находиться в неудобном положении или на высоте, это вызовет повышенную разбивку отверстия, что потом скажется на качестве соединения.
Проблема решается следующим образом: чтобы внутренняя резьба получилась полнопрофильной, надо изначально взять сверло, диаметр которого на 0,1 мм меньше требуемого. Возможно, что в некоторых случаях вращение метчика будет затруднено, но обычно никаких сложностей не возникает.
Подготовка инструментария
Для выполнения работы по нарезанию внутренней резьбы понадобится:
- средства разметки (рулетка, линейка, карандаш);
- дрель электрическая с набором сверл;
- зенковка для снятия фасок;
- набор метчиков с ручным воротком;
- молоток;
- керн.
Сверла следует заправить (заточить) в соответствии с твердостью обрабатываемого материала. Чем он тверже, тем больше нужно выдержать угол заточки. Во время просверливания и нарезания рабочие части сверл и метчиков нужно обязательно смазывать. Выбор типа смазки зависит от вязкости стали. Для стали обычной и углеродистой подойдет старое сало или солидол, для нержавейки – машинное масло.
Вернуться к оглавлению
Порядок производства работ

Чтобы правильно выполнить весь комплекс работ по нарезанию резьбы, рекомендуется придерживаться определенной последовательности. Это важно, когда нужно обеспечить добрую сотню соединений как при сборке металлических конструкций. Начинать надо с разметки, что производится с помощью рулетки или линейки в соответствии с чертежом. Отмерив указанные расстояния от базовых сторон, в найденной точке ставят метку карандашом. Разметка выполняется для всех отверстий сразу или же для тех, куда работник способен дотянуться, находясь на высоте.
Далее, наставив на намеченное место керн, наносят один рассчитанный и точный удар, чтобы получилось четкое углубление. Естественно, перед началом процедуры керн нужно заточить должным образом. Таким же способом нужно наметить все места будущих отверстий. Затем сверло закрепляется в патроне дрели и смазывается, после чего можно приступить к проделыванию отверстия. Обороты дрели надо заблаговременно отрегулировать, чтобы они были невысокие.
Сверление производится аккуратно, со средним нажимом, держа дрель без перекоса под углом 90° к поверхности. Нельзя допускать шатания электроинструмента в разные стороны, это усиливает разбивку отверстия. Надо учесть, что в момент выхода сверла с другой стороны потребуется некоторое усилие и небольшое увеличение числа оборотов. Если металл толстый, то смазывание рабочей части надо осуществлять во время процесса несколько раз. Когда все отверстия готовы, в патрон вставляется зенковка и снимаются фаски.
Последний этап – нарезание резьбы. Последовательность выполнения этой операции одинакова для всех видов метчиков. Зажав его в воротке и предварительно смазав, конец инструмента вставляют в отверстие, также соблюдая угол 90°. Слегка нажимая на вороток сверху, чтобы первые витки рабочей части могли зацепиться за кромку фаски, делают первый оборот. Дальнейшее вращение идет без нажима по алгоритму: один оборот вперед, пол оборота назад для сброса стружки. С машинными метчиками, выполняющими резьбу за один проход, надо действовать осторожно: инструмент хрупкий и легко ломается. Комплектные изделия идут легче, но тут нужно прогнать резьбу первым номером, потом вторым и так далее.
Как известно, резьбу можно нарезать в отверстиях или на стержнях, для чего существуют два различных типа инструмента для нарезки — метчики и плашки соответственно.
Нарезка резьбы в отверстиях
Для нарезания резьбы в отверстии нужен комплект метчиков -черновой и чистовой. Сначала просверливается отверстие необходимого диаметра (см. таблицу отверстий под резьбу), и проходится резьба черновым метчиком (на нем нанесена одна канавка). Затем проходим резьбу уже чистовым метчиком. Квадратный хвостовик метчика должен быть надежно закреплен в вороте. Для того, чтобы нарезать было легче, отверстие смазывают техническим маслом (солидолом например). Следует помнить, что отклонение диаметра отверстий от указанного в таблице хотя бы на 1 мм приведет к недоброкачественной резьбе, браку.
Нарезка резьбы на стержнях
В отличие от нарезания резьбы в отверстии, на стержне резьба проходится за один раз одной плашкой. Плашка имеет центральное отверстие, которое нарезает резьбу, и периферийные, которые образуют кромки и отводят стружку. Плашку также закрепляют в воротке, смазывают стержень солидолом и аккуратно накручивают на стержень. Если плашку заедает, нужно сделать два оборота в обратном направлении, после чего продолжить нарезать. Перед накручиванием концу стержня придают конусообразную форму с помощью напильника, для того, чтобы резьба была нарезана без перекоса. Диаметры стержней под резьбу вы можете видеть на таблице.
Видео — как нарезать резьбу:
- Общая информация об инструменте
- Подготовка к нарезке резьбы
- Порядок выполнения работ
- Меры предосторожности
Как нарезать резьбу под болт или винт? Чтобы выполнить нарезку резьбы, нужно понимать вопрос и иметь минимальный набор инструментов, главный из которых – метчик.
Общая информация об инструменте
Внутренние резьбы в отверстиях нарезают ручным или машинным способом специальными инструментами – метчиками, которые встречаются в двух исполнениях: машинно-ручные и машинные. Виды и исполнения инструмента для нарезки внутренних резьб:

- Машинные изделия предназначены для закрепления в патроне или цанговом зажиме металлообрабатывающего станка, на котором можно выполнять этот вид работ. Машинно-ручное исполнение предусматривает хвостовик квадратного сечения, для того чтобы инструмент можно было установить в ручной вороток.
- По способу нарезания метчики могут быть универсальными (проходными) либо комплектными. Последние представляют собой комплект из двух или трех инструментов одного диаметра, которыми следует пользоваться в одном и том же отверстии поочередно: сначала – черновым №1, потом – №2 и 3, если он есть. В случае с некоторыми сплавами применяют комплекты из пяти изделий. Универсальный метчик выполняет всю резьбу сразу, но требует приложения больших физических усилий и чаще ломается.
- По конфигурации резьбы изделия для нарезки делятся на трубные, метрические и цилиндрические.
- По типу отверстий различают инструменты для сквозных и глухих отверстий. У первых заходная часть длинная. Чаще всего они относятся к универсальным, а у вторых заход срезан. Такие работы выполняют комплектом из 2-3 изделий.
- По исполнению рабочей части изделия бывают с прямыми, винтовыми или укороченными канавками. Они используются для работы с обычными, углеродистыми или низколегированными марками сталей. Для нержавеющих или жаропрочных вязких сталей применяют инструмент с шахматным расположением зубцов.
Вернуться к оглавлению
Подготовка к нарезке резьбы
Перед тем как нарезать резьбу, нужно необходимого диаметра. Понятно, что он будет меньше, чем диаметр резьбы, но насколько? Для стандартных случаев размеры отверстий представлены в Таблице 1.
Таблица 1
| Обозначение резьбы | Диаметр отверстия, мм | Обозначение резьбы | Диаметр отверстия, мм |
| М 1 | 0.75 | М 10 | 8.5 |
| М 1.1 | 0.85 | М 11 | 9.5 |
| М 1.2 | 0.95 | М 12 | 10.2 |
| М 1.4 | 1.1 | М 14 | 12.0 |
| М 1.6 | 1.25 | М 16 | 14.0 |
| М 1.8 | 1.45 | М 18 | 15.4 |
| М 2 | 1.6 | М 20 | 17.4 |
| М 2.2 | 1.75 | М 22 | 19.4 |
| М 2.5 | 2.05 | М 24 | 20.9 |
| М 3 | 2.5 | М 27 | 23.9 |
| М 3.5 | 2.9 | М 30 | 26.4 |
| М 4 | 3.3 | М 33 | 29.4 |
| М 4.5 | 3.8 | М 36 | 31.9 |
| М 5 | 4.2 | М 39 | 34.9 |
| М 6 | 5.0 | М 42 | 37.4 |
| М 7 | 6.0 | М 45 | 40.4 |
| М 8 | 6.7 | М 48 | 42.8 |
| М 9 | 7.7 | М 52 | 46.8 |
А что делать, если резьба нестандартная? Существует универсальная формула для определения диаметра отверстия. На каждом метчике есть маркировка, обозначающая тип, диаметр и шаг резьбы в миллиметрах, например, одна из нестандартных – М 6 х 0,75. Размер отверстия определяют так: от размера резьбы отнимают ее шаг (6-0,75 = 5,25 мм). Шаг – это расстояние между двумя витками.
Трубная внутренняя цилиндрическая резьба измеряется в дюймах. Диаметры отверстий под этот вид соединения отражены в Таблице 2.
Таблица 2
| Обозначение в дюймах | 1 / 8 | 1 / 4 | 3 / 8 | 1 / 2 | 5 / 8 | 3 / 4 |
| Диаметр отверстия, мм | 8.8 | 11.7 | 15.2 | 18.9 | 20.7 | 24.3 |
| Обозначение в дюймах | 7 / 8 | 1 | 1 1 / 8 | 1 1 / 4 | 1 3 / 8 | 1 1 / 2 |
| Диаметр отверстия, мм | 28.1 | 30.5 | 35.2 | 39.2 | 41.6 | 45.2 |
Сверло нужно подобрать правильно заточенное, без биения. В противном случае отверстие выйдет большего диаметра, и впоследствии на соединении будет люфт из-за неполноценных витков.
Угол заточки сверла должен соответствовать твердости материала.

Чем тверже обрабатываемый металл, тем больше должен быть угол (но не более 140°).
Перед выполнением работ следует приготовить такие инструменты или приспособления, как:
- электрическая низкооборотная дрель либо сверлильный станок;
- сверло необходимого размера;
- сверло на 10 мм больше проходного либо зенковка для снятия фаски;
- комплект метчиков;
- ручной вороток;
- ручные тиски (при необходимости);
- молоток;
- керн;
- смазка;
- ветошь.
Вернуться к оглавлению
Порядок выполнения работ
Когда подготовительный этап закончен, можно сверлить отверстие и нарезать резьбу в следующем порядке:
- Определитесь с местом расположения отверстия, разметив деталь и поставив метку в нужном месте. Приставьте керн и одним сильным ударом молотка по нему сделайте углубление в месте захода сверла. Зажмите в патрон электродрели или станка сверло, установите низкие обороты вращения, режущую часть инструмента смажьте. Лучше всего для этих целей подходит старое свиное сало, если его нет, можно смазывать солидолом. При работе с вязкими марками стали (нержавеющие или жаропрочные) смазку производят машинным маслом.
- При необходимости деталь зажмите в ручные тиски. Приложите сверло к углублению на детали, выровняйте визуально электрическую дрель, чтобы режущий инструмент находился под углом в 90° к поверхности. Просверлите отверстие на низких оборотах, периодически смазывая сверло салом либо поливая машинным маслом, если деталь большой толщины. Не допускайте перекоса и перегрева инструмента. По окончании в патрон вставьте зенковку и сделайте качественную фаску, от нее зависит начало процесса нарезания. Перекос при зенковании также недопустим. Глубина фаски – до 1 мм, при совсем малых диаметрах отверстий – до 0,5 мм.
- Вложите хвостовик метчика №1 в раздвижную призму воротка, вращением рукояток зафиксируйте его, хорошо смажьте рабочую часть. Убрав с детали стружку от сверления, вставьте метчик с воротком в отверстие и нарежьте резьбу. Не пытайтесь насильно изменить положение входящего инструмента, он будет заходить так ровно, как вы просверлили отверстие и сделали фаску. Положение метчика относительно детали корректируйте в самом начале, чтобы не было явного перекоса. Нарезайте по алгоритму: 2 оборота делайте вперед, затем – 1 оборот назад. Это нужно для сброса стружки и уменьшения нагрузки на инструмент.
- Повторите операцию с метчиками № 2 и 3 (если таковой есть). Вы можете не считать обороты, нужно нарезать резьбу, пока не почувствуете увеличение сопротивления. Тогда и делайте оборот назад для сброса стружки. После окончания операции можно убедиться в качестве выполненной работы, завинтив в отверстие болт. Он может идти туго и требовать вращения ключом, тогда можно попытаться вкрутить другой болт. Если же и тот идет с натягом, следует сначала, прогнать первый и второй номера.