Чем и как сверлить глубокие и большие отверстия в металлических деталях. Сверление отверстий в металле – инструменты и приспособления Чем просверлить отверстие диаметром 50 в железе
Сверла по металлу подбирают, исходя из диаметров отверстий и свойств обрабатываемого материала. Как правило, они изготовляются из быстрорежущих сталей, таких как Р6М5К5, Р6М5, Р4М2. Твердосплавные сверла используют для работы с чугуном, углеродистыми и легированными закаленными сталями, нержавейкой, а также другими труднообрабатываемыми материалами.
Мощность электродрели должна быть рассчитана на то, чтобы просверлить отверстие требуемого диаметра. Производители электроинструмента указывают соответствующие технические характеристики на изделии. Например, для дрелей мощностью 500…700 Вт максимальный диаметр сверления по металлу составляет 10…13 мм.
Различают глухие, неполные, а также сквозные отверстия. Они могут применяться для соединения деталей между собой посредством болтов, шпилек, штифтов и заклепок. Если отверстие сверлится с целью нарезания резьбы , стоит обратить особое внимание на выбор диаметра сверла. По причине его биения в патроне происходит разбивка отверстия, которую нужно учитывать. Ориентировочные данные представлены в таблице.
Чтобы уменьшить разбивку, сверление выполняют в два этапа: сначала сверлом меньшого диаметра, а затем основным. Этот же метод последовательного рассверливания применяют, когда необходимо сделать отверстие большого диаметра.
Как правильно сверлить металл дрелью
Особенность сверления металла дрелью заключается в том, что необходимо вручную удерживать инструмент, придавать ему правильное положение, а также обеспечивать требуемую скорость резания.
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предотвратит смещение сверла от заданной точки. Для удобства работы заготовку следует зажать в слесарных тисках или положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить. Это важно, чтобы избежать его поломки.
При сверлении металла на дрель не нужно оказывать большого давления. Наоборот, оно должно уменьшаться по мере продвижения. Это предотвратит поломку сверла, а также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует следить за удалением стружки. Если произошло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда используется инструмент из быстрорежущей стали, можно ориентироваться на частоту вращения согласно данным таблицы. При работе с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
Сверление металлических изделий нужно вести с охлаждением. Если его не использовать, велика вероятность потери инструментом режущих свойств из-за перегрева. Чистота поверхности отверстия при этом будет достаточно низкой. В качестве охлаждающей жидкости для твердых сталей обычно используют эмульсию. В домашних условиях подойдет машинное масло. Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
Особенности сверления глубоких отверстий
Отверстия считаются глубокими, если их размер больше пяти диаметров сверла. Особенность работы здесь заключатся в трудностях, связанных с охлаждением и удалением стружки. Длина режущей части инструмента должна быть больше глубины отверстия. В противном случае тело детали перекроет винтовые канавки, по которым удаляется стружка, а также поступает жидкость для охлаждения и смазки.
Сначала отверстие сверлится жестким коротким сверлом на небольшую глубину. Эта операция необходима для задания направления и центрирования основного инструмента. После этого делают отверстие необходимой длины. По мере продвижения нужно время от времени извлекать металлическую стружку. Для этой цели используют охлаждающую жидкость, крючки, магниты или переворачивают деталь.
Спортист 27-03-2007 10:53
давно хочу сделать склетный нож типа "Блохи" или "Клопа". Отверстия под палец там 24 и 17 мм соответственно. Как их сделать? заготовка - лезвие от рубанка, сталь 9хф (написано). Может сперва отпустить? Имею возможность отпустить/закалить в горне...
yunker 27-03-2007 11:06
позвольте свои пять копеек вставить, такой профиль вырезаеться на специальной лазерной установке из листа железа, и если сможете в домашних условиях высверлить и рассверлить, то честь вам и хвала. неперевелись значит умельцы на Руси.
chief 27-03-2007 11:06
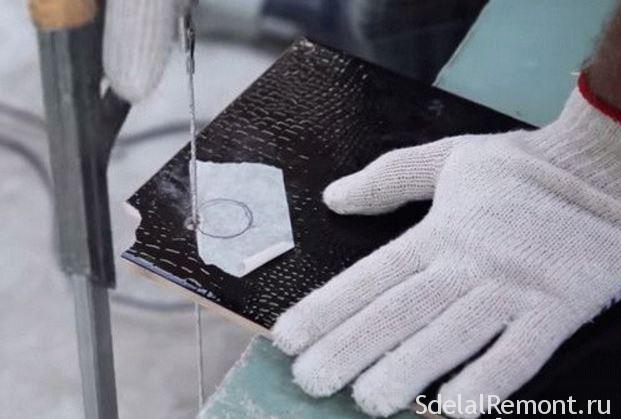
По отпущенному я бы попробовал, например, "балеринкой"
Спортист 27-03-2007 11:31
Пробовал сверлить - лезвие от рубанка на станке сверлится нормально. Причем лезвие совецкое, нашего инструментального завода. Понятно, что режется лаезром или еще чем, но не поверю, что кустарно так нельзя сделать. Может конечно немного кривоватые отверстия выйдут, но я гильзы калибровать не собираюсь. Можно вообще намеренно завалить, т.е. вытянуть в овал, типо специально...Наверно попробую традиционно - высверлить сверлом на 14, потом поищу фрезу, где-то была, потом рашпиль...
Serjant 27-03-2007 11:36
ПРодаются специальные коронки для сверления металла. но нужен сверлильный станок под них. там усилия реза большие, ручками удержать зело сложно.
SiDiS 27-03-2007 11:54
Ничто не мешает насверлить отверстий по контуру диам. от 3мм и соединить их вулканитом на дремеле. Затем абразивной шарошкой выровнять
Хотите сделать идеальное - берите шарошку с небольшой конусностью и шлифуйте с 2х сторон. Заодно и фаски сделаете
Val13 27-03-2007 12:18
На отпущенном металле очень удобно увеличивать диаметр отверстия набором разверток под конуса Морзе. Центровойные сверла тоже бывают весьма "взрослого диаметра. Глубокого сверления ими не сделать, а несколько миллиметров - запросто. Опять же абразивные расходники для Дримеля чуть не ведрами повсюду продаются . Каленый металл в сверлильном приспособлении несложно просверлить алмазной коронкой нужного диаметра (их сейчас много появилось для кафеля), только с водой и не придавливать сильно. Вариантов много. ИМХО лучше алмаз, так как неизвестно заранее, куда выкрутит эту ажурную конструкцию при закалке
Спортист 27-03-2007 12:31
О! Конусная шарошка! Хорошая идея! Про отпуск - я имел в виду как раз сперва выполнить отверстия в заготовке, закалить и уж потом резать контур, на точиле и болгарке это не сильно тяжело...
Волков 27-03-2007 15:36
Отверстие можно вытравить электрохимически, а затем выровнять той самой шарошкой.
Спортист 27-03-2007 16:34
quote: Originally posted by Волков:
Отверстие можно вытравить электрохимически, а затем выровнять той самой шарошкой.
Дык дело не в том, что отверстие сложно сделать (я ж говорю, заготовка вполне неплохо сверлится, можно насверлить дырок и довести рашпилем), а в том, что хочется идеально ровное отверстие, вот в чем фишка...завтра обещали принести сверло 18мм, попробую им, а дальше посмотрим...
avb 27-03-2007 17:47
Время жалко терять на такую хрень.
Val13 27-03-2007 21:20
Если сверлом, то стоит зажать в пакет хотя бы с твердым деревом, а то такой диаметр при любой заточке сверла (на такой толщине металла) сделает дупло, а не ровную дырку
Спортист 28-03-2007 16:46
Время терять не жалко так можно о любом ноже и вообще о любом деле сказать... Отвертия сделал: прошел сверлами: 6-10-12-14-17 потом корундовой шарошкой на станке, как советовали. ИМХО вышло неплохо, зачерню в масле, потом покажу. основная проблема - лезвие рубанка имеет зонную закалку, на 35-40 мм от режущей кромки закалено, дальше нет. Одно, самое большое отверстие попало на границу зон. Сверло все время пыталось съехать с каленой зоны на сырой металл. В итоге кое-как все же просверлил.
Сейчас сверление отверстий большого диаметра в металле не составляет серьезную проблему . Главное хорошо подготовиться. Допустим, необходимо проделать отверстие в уголке, швеллере или закладной, чтобы укрепить строительную конструкцию или подвесить полку, светильник или трубопровод. То есть осуществить это не в условиях цеха или мастерской, а непосредственно по месту. Проще всего для сверления в таких условиях использовать электродрель. Но, представьте себе, какое давление на нее нужно прикладывать, чтобы просверлить отверстие диаметром 16 или 20 мм? Вопрос не риторический – усилие составит порядка 40-50 кгс. Это совсем не просто обеспечить, если предполагаемое отверстие расположено выше уровня плеч сверловщика. Еще 10 лет назад, при возникновении такой задачи, даже профессионалы прибегали к автогену и, представить только, к просверливанию маленьких отверстий по окружности большого. Сегодня для этого есть вполне профессиональное решение – корончатое сверление, которое обеспечивает производство отверстий по 11 квалитету.
Однако многие уверены, что корончатое сверление – довольно дорогой способ, экономически выгодный только при промышленных объемах. Верно ли такое утверждение? Отчасти. На сегодняшний день можно выбрать несколько вариантов инструмента и оборудования для сверления отверстия в металле большого диаметра без рассверливания. При этом затраты на одно отверстие будут оправданы даже при сверлении всего нескольких отверстий.
Рассмотрим, какие варианты инструмента, для сверления сквозных отверстий большого диаметра в металле предлагает рынок . Для сравнения берем диаметр 51 мм.
Во-первых, это биметаллические коронки . На выбор представлены образцы от самых дешевых, которые сразу продаются наборами и не могут быть нами приняты в этот обзор по той причине, что их назначение - высверливание дерева, а если и получается ими просверлить лист металла, то он будет не толще 0,5 мм. По цене от 240 рублей стартует продукция с толщиной стенки 1-1,2 мм, часто на ней стоит маркировка HSS -Co 5% и даже HSS -Co 8, но судя по тому, что на сверление одного отверстия в нержавейке уходит больше одной такой коронки, кобальта там возможно нет вообще. Вдвое дороже коронки более приличного качества, действительно позволяющие сверлить нержавейку и обычную сталь толщиной несколько миллиметров. Биметаллические коронки такого уровня позволяют просверлить 5-20 отверстий в стальном листе толщиной 5 мм. При этом, использование какого-либо смазывающе-охлаждающего состава обеспечивает достижение верхней планки этого диапазона. На третьей ступени стоят биметаллические коронки всемирно известных брендов, которые еще вдвое дороже, могут быть оснащены специальными устройствами для быстрой смены в дрели, но по ресурсу не намного или вообще не превосходят средний ценовой уровень.
Сверление отверстий большого диаметра в стальных листах толщиной более 5-6 мм для биметаллических коронок представляет большую трудность, хотя иногда можно услышать другое мнение. Оно основано на данных о полной глубине сверления таких коронок – 35-38 мм. Как правило, только продавцы биметаллических коронок, у которых в ассортименте нет более достойного инструмента, рискуют посоветовать сверлить 30 мм лист или балку таким вот образом. Дело в том, что биметаллическая коронка лишена стружкоотводящей канавки, и как только толщина просверливаемого металла становится больше высоты зуба коронки, начинаются проблемы с отводом стружки. Кроме того, корпус биметаллической коронки не совсем цилиндрической формы, это вызывает заклинивание в металле солидной толщины.
В отличие от биметаллических коронок, обеспечивают более точное сверление. Корпус твердосплавной кольцевой пилы – точеный, в то время как биметаллическая коронка свернута из ленты и сварена в кольцо. Существует несколько типов конструкции твердосплавных сверлильных коронок. Не углубляясь в виды хвостовиков и типы крепления, разберем только режущую часть. Самая дорогая часть коронки – это зубья из твердого сплава. От качества материала сильно зависит скорость сверления, устойчивость к ударам, ресурс коронки и способность сверлить легированные стали с высоким содержанием хрома.
Второй особенностью, на которую нужно обращать внимание – это форма зуба и его размеры. Для сверления тонколистовой стали, тонкой нержавейки и цветных металлов применяют узкий зуб с плоским профилем, чуть скошенным внутрь. У таких коронок также отсутствует стружкоотводящая канавка, и сверлить ими металл толще высоты их зуба не получится. Цена таких коронок в два-три раза выше, чем у биметаллических коронок, в зависимости от конструкции их корпуса, они могут быть предназначены или . Поскольку это профессиональные образцы, в настоящее время их подделки мало распространены, и почти все встречающиеся на рынке образцы приемлемого качества, а вот отличного качества нужно выбирать у производителей, специализирующихся на этих продуктах.
Более толстый металл можно сверлить . В таких коронках каждый второй или, как правило, один из трех последовательных твердосплавных зубьев заточен по-своему. Это обеспечивает мягкое резание, отсутствие вибрации, снижение нагрузки на режущие кромки и, как следствие, увеличение ресурса коронки. В таких коронках бывает короткая или длинная, почти на всю высоту стенки стружкоотводящая канавка. Первый вариант коронок позволяет сверлить металл толщиной до 12 мм, а – до 25 мм. Именно такой вариант инструмента для сверления отверстия в металле большого диаметра является наиболее прогрессивным, обеспечивая лучшую производительность и качество. Цена таких коронок на 20-30% выше, чем у тонкостенных и в абсолютном значении составляет 1880 – 1910 рублей, как мы договорились, за коронку диаметром 51 мм. Как и повсюду в природе, встречаются отклонения в ту или иную сторону до 2 раз, но, как обычно, рассматривать строит золотую середину.
Вариант, при котором металл довольно толстый, скажем 10 мм, а диаметр отверстия 20-25 мм можно решить . В качестве привода рекомендуется , но можно воспользоваться и электродрелью. С упомянутым станком вложения составят 21 164 рубля без НДС, а с дрелью – тысяч 5 000 – 5 500.
Для отверстия диаметром 50-60 мм, при такой толщине металла, однозначно требуется использование магнитного или стационарного сверлильного станка. Большая нагрузка обуславливает большую стоимость вложений в оборудование, и вместе с коронкой составит около 56 000 рублей, или, вариант с магнитной стойкой сверлильного станка и отдельно приобретаемой дрелью около 50 000. Сверлить такие отверстия дрелью с рук – занятие не только тяжелое, но и опасное.
Сверление ручной электродрелью в металле толщиной до 5 мм отверстий большого диаметра не представляет труда при использовании как биметаллических, так и твердосплавных коронок. Выбор инструмента осуществляется в зависимости от требуемой точности. При сверлении отверстий биметаллической коронкой овальность отверстий и увеличение диаметра от желаемого может достигать 4% или в абсолютном выражении – 2 – 3 мм. При сверлении твердосплавной коронкой – всего 0,6 – 1 мм. Кроме того, все представленные в обзоре твердосплавные коронки, и почти все, имеющиеся на рынке коронок по металлу, сверлят и нержавеющую сталь.
По завершению выполнения отделки стен плиткой, возникает очень важный вопрос, каким сверлом сверлить плитку. И еще более важным становится, как сверлить плитку на стене. Следует отметить, что довольно часто сначала проводится сама укладка плитки, а уже после делаются отверстия для выключателей, розеток и прочих аксессуаров, вроде вешалки или крепления для шкафчиков.
Также, в некоторых случаях специалисты выполняют резку плитки и отверстий в ней заранее. Но в каждой из ситуаций необходимо знать технологию выполнения работ, а главное, правильно подобрать инструмент.
Перед тем, как перейти непосредственно к подбору инструмента и самому процессу сверления, следует отметить одну сложность работ. Заключается она в том, что плитка довольно хрупкая, и потому может легко треснуть. Именно поэтому нужно тщательно подбирать правильный инструмент, а также строго следовать технологическим рекомендациям по проведению работ.
Выбор инструмента для сверления плитки
Соответственно первым вопросом, которому необходимо уделить большое внимание становится, чем сверлить керамическую плитку. Есть несколько требований, которым должен соответствовать рабочий инструмент:
- В первую очередь должна быть возможность контроля скорости вращения сверла.
- Также важным фактором становится контроль нажатия (давления) на поверхность.
Таким образом, можно отметить, что любой инструмент с элементами перфорирования не подойдет.
Очень хорошим вариантом станет шуруповерт, при этом с небольшой скоростью оборотов. Также важно полное отсутствие вибрации или же рывкового движения.

Вторым видом инструмента, который можно использовать является дрель с возможностью регулирования скорости.

Как уже упоминалось ранее, использование любых инструментов с ударной функцией запрещено. Т.е. любые перфораторы или ударные дрели необходимо строго исключить из рабочего инструмента.
Допускается использование ударного инструмента только для стен, соответственно после того, как плитка была просверлена.
Сверла для плитки, их марки и назначение
Следующий вопрос, каким сверлом сверлить плитку. Здесь же все зависит от ряда факторов, в частности:
- Какого размера необходимо отверстие.
- Когда проводится сверление, до или же после укладки (также читайте более подробней )
- Также выбор в некоторой доле будет зависеть и от объема работы.
Давайте более подробней рассмотрим, каким сверлом сверлить кафельную плитку в разных ситуациях. В частности, если плитку положена, или же до ее укладки, а также при необходимости сделать маленькое отверстие или же большое.
Чем делать отверстия в уже положенной плитке
Отверстия небольшого диаметра
В случае с небольшим, которое предусматривается, к примеру, под дюбеля или крепления для полок, хорошим вариантом станет использование сверла с копьевидным наконечником. Важным фактором в данном случае становится плотность материала, поскольку данный показатель у сверла должен быть в несколько раз выше, чем у плитки.
Наилучшим, но в то же время наиболее дорогостоящим вариантом такого изделия, становится алмазное сверло. Но отметим, что приобретать его лучше всего для большого объема работ. Для того чтобы сделать несколько отверстий, такая покупка нецелесообразна.

Для дома можно приобрести недорогие сверла с победитовой напайкой. Их будет вполне достаточно. В частности, для работы подойдут следующие марки:
- Biber 7705
- Bosch CYL-9
- Bosch CYL-9
- Irwin
- Stayer
- Makita
- «Зубр»
Это наиболее качественные и популярные марки копьевидных сверл. Средняя стоимость одного сверла составляет 150-200 рублей.
Отверстие большого диаметра
И вторым вопросом, для уже уложенной плитки становится, каким сверлом просверлить плитку для установки розетки. Здесь уже встает задача сделать большое отверстие, и над ней нужно плотно подумать.

К счастью, все уже придумано за вас, и остается только следовать советам. Таким образом ответ на вопрос каким сверлом сверлить плитку в данном случае прост – это коронка.
Представляет она собой своеобразное трубчатое сверло с дополнительным алмазным напылением. Хорошим вариантом станет приобретение целого набора таких сверл, для выполнения отверстий разного диаметра.

Хоть такое приобретение станет отличным решением, но следует отметить, что такого типа аксессуар довольно дорогостоящий. Хотя в то же время помогает значительно экономить силы, получая при этом лучший результат.
Используя такого типа сверло, в конечном итоге, можно выполнять довольно большие отверстия, вплоть до 15 сантиметров. Здесь немного остановимся, и обратим внимание на несколько правил, которые необходимо соблюдать при работе с такого рода оборудованием.
- В первую очередь работать необходимо на минимальных оборотах. Это помогает защитить плитку от растрескивания, а также предотвращает быстрый износ режущей части сверла.
- И вторым правилом становится необходимость постоянного охлаждения сверла, для чего рекомендуется периодически опускать его в воду.
Также предлагаем на рассмотрение несколько наиболее качественных марок алмазных коронок для плитки:
- Diamond for Hard Ceramics Bosch 2608580304
- Diamond for Hard Ceramics Bosch 2608580306
- Diamond for Hard Ceramics Bosch 2608580302
Данные коронки представлены одним производителем, в частности, компанией Bosch. Стоимость такого сверла варьируется от 1500 до 5000 рублей.
Сверла для неположенной плитки
И вторым вариантом, когда необходимо сверлить отверстие в керамической плитке, становится подготовка к укладке. Здесь необходимость выполнять отверстия обычно возникает в двух ситуациях:
- Заблаговременная подготовка отверстий под системы коммуникаций, розетки, и крепления.
- Укладка плитки при наличии в стене труб и систем коммуникации, которые выпирают. При условии, что возможность их временного демонтажа отсутствует.
Здесь также можно рассматривать несколько видов сверл, в первом случае для больших отверстий, во втором – для маленьких. Но отметим, что для второй ситуации применяются такие же приспособления, как и для уже уложенной плитки, а вот для большего диаметра используется немного другое сверло.
В данном случае, при отсутствии возможности приобрести дорогостоящее оборудование, находит свое применение специального типа сверло – «балеринка».
Для начала немного разберемся, что же собой представляет «балеринка». По своей конструкции она довольно проста, и чем-то напоминает циркуль. Система действия также похожа. В центр предполагаемого отверстия ставится острие, а резец отдаляется на необходимое расстояние.
Сам резец изготавливается из специального твердого сплава, в некоторых, более дорогих моделях имеет место алмазное напыление.

Использование такого рода приспособление имеет хорошее преимущество. Оно заключается в возможности регулировки диаметра отверстия. В частности, это позволяет не покупать несколько моделей с разными диаметрами, как это приходится делать в случае с коронкой.
Также можно заметить инесколько недостатков:
- В первую очередь трудности при работе, посколько дрель необходимо держать строго перпендикулярно плитке, что очень трудно при работе с большими отверстиями.
- Кроме того, после сверления требуется дополнительная доработка и обработка краев, поскольку они не всегда получаются идеально ровными.
В остальном же, можно выделить еще массу преимуществ, таких как долговечность, небольшая стоимость, а главное, хороший ответ на вопрос чем сверлить отверстия в плитке.
Говоря немного о подготовке плитки для такой обработки, необходимо отметить, что ее обязательно нужно 30-40 минут продержать в воде, до начала сверления. Сама работа проводится с небольшими оборотами, а плитку нужно крепко держать. Кроме того, в такой работе образуется много мусора и пыли, потому желательно использовать перчатки, респиратор и защитные очки.
Технология сверления керамической плитки
И теперь, после разбора вопроса о выборе инструмента, можно перейти непосредственно к решению задачи, как сверлить плитку в ванной. В частности, разберем технологию проведения работ.
Сверлить кафельную плитку сверлом задача не сложная, но достаточно кропотливая. Здесь важно соблюдать ряд правил, для того, чтобы не повредить плитку. В частности:
- Работа проводится строго на небольшой скорости вращения патрона.
- На инструмент при сверлении нельзя нажимать сильно, лучше и вовсе нажатие снизить до минимума, во избежание поломки плитки.
- Необходимо следить за температурой сверла, оно не должно быть нагретым. В противном случае, под воздействием повышенной температуры плитка может растрескаться. Поэтому необходимо периодически охлаждать его с помощью воды.
Теперь, рассмотрев основные правила, разберем вопрос, как правильно сверлить кафельную плитку. Сделаем это в виде пошаговой инструкции.
Важную роль играет непосредственно плитка, которую предполагается сверлить. В частности, ее поверхность. В большинстве своем в помещениях используется материал, покрытый глазурью. На таком основании сверло очень часто соскальзывает и съезжает.
Во избежание данной проблемы необходимо изначально его четко закрепить, для чего проводятся следующие мероприятия:

После устранения проблемы с возможным соскальзованием сверла, можно начинать сам процесс:
- Немного прижимаем конец сверла к поверхности плитки и начинаем сверлить.
- Делается все, как уже говорилось, на минимальных оборотах.
- После того, как была просверлена плитка, можно взять для дальнейшей работы обычную дрель или перфоратор, чтобы проделать отверстие в стене.
- По завершению работ желательно отшлифовать неровные срезу отверстия. Для этого можно взять тонкое сверло отделанное наждачной бумагой.
На этом процесс завершен. При этом не важно каким сверлом сверлить кафельную плитку, для большого отверстия или маленького, технологические особенности в обеих случаях совпадают. Единственным отличием становится необходимость надежного закрепления плитки, при сверлении до укладки.

Видео: Чем сверлить кафель. 0974288408 Киев. Мастер-класс от мастера по дырочкам
Работа по сверлению отверстий в металле, в зависимости от вида отверстий и свойств металла, может выполняться разным инструментом и с использованием различных приёмов. О способах сверления, инструментарии, а также о технике безопасности при выполнении этих работ мы хотим вам рассказать.
Сверление отверстий в металле может понадобиться при ремонте инженерных систем, бытовой техники, автомобиля, создании конструкций из листовой и профильной стали, конструировании поделок из алюминия и меди, при изготовлении плат для радиоаппаратуры и во многих других случаях. Важно понимать, какой инструмент нужен для каждого вида работ, чтобы отверстия получились нужного диаметра и в строго намеченном месте, и какие меры безопасности помогут избежать травм.
Инструменты, приспособления, сверла
Основными инструментами для сверления являются ручные и электрические дрели, а также, при возможности, сверлильные станки. Рабочий орган этих механизмов — сверло — может иметь различную форму.
Различают сверла:
- спиральные (наиболее распространённые);
- винтовые;
- коронки;
- конусные;
- перовые и т. д.
Производство свёрл различной конструкции нормируется многочисленными ГОСТами. Свёрла до Ø 2 мм не имеют маркировку, до Ø 3 мм — на хвостовике указано сечение и марка стали, большие диаметры могут содержать дополнительную информацию. Для получения отверстия определённого диаметра нужно взять сверло на несколько десятых миллиметра меньше. Чем лучше заточено сверло, тем меньше разница между этими диаметрами.

Свёрла отличаются не только диаметром, но и длиной — производятся короткие, удлинённые и длинные. Важной информацией является и предельная твёрдость обрабатываемого металла. Хвостовик свёрл может быть цилиндрическим и коническим, что следует иметь в виду при подборе сверлильного патрона или переходной втулки.
 1. Сверло с цилиндрическим хвостовиком. 2. Сверло с коническим хвостовиком. 3. Сверло с мечиком для резьбы. 4. Центровое сверло. 5. Сверло с двумя диаметрами. 6. Центровочное сверло. 7. Коническое сверло. 8. Коническое многоступенчатое сверло
1. Сверло с цилиндрическим хвостовиком. 2. Сверло с коническим хвостовиком. 3. Сверло с мечиком для резьбы. 4. Центровое сверло. 5. Сверло с двумя диаметрами. 6. Центровочное сверло. 7. Коническое сверло. 8. Коническое многоступенчатое сверло
Для некоторых работ и материалов требуется выполнение специальной заточки. Чем твёрже обрабатываемый металл, тем острее должна быть заточена кромка. Для тонколистового металла обычное спиральное сверло может не подойти, понадобится инструмент со специальной заточкой. Подробные рекомендации для различного типа свёрл и обрабатываемых металлов (толщина, твёрдость, тип отверстия) достаточно обширны, и в этой статье мы их рассматривать не будем.
 Различные типы заточки сверла. 1. Для жёсткой стали. 2. Для нержавеющей стали. 3. Для меди и медных сплавов. 4. Для алюминия и алюминиевых сплавов. 5. Для чугуна. 6. Бакелит
Различные типы заточки сверла. 1. Для жёсткой стали. 2. Для нержавеющей стали. 3. Для меди и медных сплавов. 4. Для алюминия и алюминиевых сплавов. 5. Для чугуна. 6. Бакелит
 1. Стандартная заточка. 2. Свободная заточка. 3. Разбавленная заточка. 4. Тяжёлая заточка. 5. Раздельная заточка
1. Стандартная заточка. 2. Свободная заточка. 3. Разбавленная заточка. 4. Тяжёлая заточка. 5. Раздельная заточка
Для закрепления деталей перед сверлением используют тиски, упоры, кондукторы, уголки, прихваты с болтами и другие приспособления. Это не только требование безопасности, так на самом деле удобнее, и отверстия получаются более качественные.
Для снятия фасок и обработки поверхности канала пользуются зенковкой цилиндрической или конической формы, а для наметки точки под сверление и чтобы сверло «не соскочило» — молоток и кернер.
Совет! Лучшими свёрлами до сих пор считаются выпущенные в СССР — точное следование ГОСТ по геометрии и составу металла. Хороши и немецкие Ruko с титановым напылением, а также свёрла от Bosch — проверенное качество. Хорошие отзывы о продукции Haisser — мощные, как правило, большого диаметра. Достойно показали себя свёрла «Зубр», особенно серии «Кобальт».
Режимы сверления
Очень важно правильно закрепить и направить сверло, а также выбрать режим резания.
При выполнении отверстий в металле сверлением важными факторами являются количество оборотов сверла и усилие на подачу, прилагаемое к сверлу, направленное по его оси, обеспечивающее заглубление сверла при одном обороте (мм/об). При работе с различными металлами и свёрлами рекомендуются различные режимы резания, причём чем твёрже обрабатываемый металл и чем больше диаметр сверла, тем меньше рекомендуемая скорость резания. Показатель правильного режима — красивая, длинная стружка.

Воспользуйтесь таблицами, чтобы правильно выбрать режим и не затупить сверло преждевременно.
| Подача S 0 , мм/об | Диаметр сверла D, мм | |||||||||
| 2,5 | 4 | 6 | 8 | 10 | 12 | 146 | 20 | 25 | 32 | |
| Скорость резания v, м/мин | ||||||||||
| При сверлении стали | ||||||||||
| 0,06 | 17 | 22 | 26 | 30 | 33 | 42 | — | — | — | — |
| 0,10 | — | 17 | 20 | 23 | 26 | 28 | 32 | 38 | 40 | 44 |
| 0,15 | — | — | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 35 |
| 0,20 | — | — | 15 | 17 | 18 | 20 | 23 | 25 | 27 | 30 |
| 0,30 | — | — | — | 14 | 16 | 17 | 19 | 21 | 23 | 25 |
| 0,40 | — | — | — | — | — | 14 | 16 | 18 | 19 | 21 |
| 0,60 | — | — | — | — | — | — | — | 14 | 15 | 11 |
| При сверлении чугуна | ||||||||||
| 0,06 | 18 | 22 | 25 | 27 | 29 | 30 | 32 | 33 | 34 | 35 |
| 0,10 | — | 18 | 20 | 22 | 23 | 24 | 26 | 27 | 28 | 30 |
| 0,15 | — | 15 | 17 | 18 | 19 | 20 | 22 | 23 | 25 | 26 |
| 0,20 | — | — | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 0,30 | — | — | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 19 |
| 0,40 | — | — | — | — | 14 | 14 | 15 | 16 | 16 | 17 |
| 0,60 | — | — | — | — | — | — | 13 | 14 | 15 | 15 |
| 0,80 | — | — | — | — | — | — | — | — | — | 13 |
| При сверлении алюминиевых сплавов | ||||||||||
| 0,06 | 75 | — | — | — | — | — | — | — | — | — |
| 0,10 | 53 | 70 | 81 | 92 | 100 | — | — | — | — | — |
| 0,15 | 39 | 53 | 62 | 69 | 75 | 81 | 90 | — | — | — |
| 0,20 | — | 43 | 50 | 56 | 62 | 67 | 74 | 82 | - | - |
| 0,30 | — | — | 42 | 48 | 52 | 56 | 62 | 68 | 75 | — |
| 0,40 | — | — | — | 40 | 45 | 48 | 53 | 59 | 64 | 69 |
| 0,60 | — | — | — | — | 37 | 39 | 44 | 48 | 52 | 56 |
| 0,80 | — | — | — | — | — | — | 38 | 42 | 46 | 54 |
| 1,00 | — | — | — | — | — | — | — | — | — | 42 |
Таблица 2. Поправочные коэффициенты
Таблица 3. Обороты и подача при различном диаметре сверла и сверлении углеродистой стали
Виды отверстий в металле и способы их сверления
Виды отверстий:
- глухие;
- сквозные;
- половинчатые (неполные);
- глубокие;
- большого диаметра;
- под внутреннюю резьбу.
Отверстия под резьбу требуют определения диаметров с допусками, установленными в ГОСТ 16093-2004. Для распространённых метизов расчёт приведен в таблице 5.
Таблица 5. Соотношение метрической и дюймовой резьбы, а также подбор размера отверстия для засверливания
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||||
| Диаметр резьбы | Шаг резьбы, мм | Диаметр отверстия под резьбу | Диаметр резьбы | Шаг резьбы, мм | Диаметр отверстия под резьбу | Диаметр резьбы | Диаметр отверстия под резьбу | ||
| мин. | макс. | мин. | макс. | ||||||
| М1 | 0,25 | 0,75 | 0,8 | 3/16 | 1,058 | 3,6 | 3,7 | 1/8 | 8,8 |
| М1,4 | 0,3 | 1,1 | 1,15 | 1/4 | 1,270 | 5,0 | 5,1 | 1/4 | 11,7 |
| М1,7 | 0,35 | 1,3 | 1,4 | 5/16 | 1,411 | 6,4 | 6,5 | 3/8 | 15,2 |
| М2 | 0,4 | 1,5 | 1,6 | 3/8 | 1,588 | 7,7 | 7,9 | 1/2 | 18,6 |
| М2,6 | 0,4 | 2,1 | 2,2 | 7/16 | 1,814 | 9,1 | 9,25 | 3/4 | 24,3 |
| М3 | 0,5 | 2,4 | 2,5 | 1/2 | 2,117 | 10,25 | 10,5 | 1 | 30,5 |
| М3,5 | 0,6 | 2,8 | 2,9 | 9/16 | 2,117 | 11,75 | 12,0 | — | — |
| М4 | 0,7 | 3,2 | 3,4 | 5/8 | 2,309 | 13,25 | 13,5 | 11/4 | 39,2 |
| М5 | 0,8 | 4,1 | 4,2 | 3/4 | 2,540 | 16,25 | 16,5 | 13/8 | 41,6 |
| М6 | 1,0 | 4,8 | 5,0 | 7/8 | 2,822 | 19,00 | 19,25 | 11/2 | 45,1 |
| М8 | 1,25 | 6,5 | 6,7 | 1 | 3,175 | 21,75 | 22,0 | — | — |
| М10 | 1,5 | 8,2 | 8,4 | 11/8 | 3,629 | 24,5 | 24,75 | — | — |
| М12 | 1,75 | 9,9 | 10,0 | 11/4 | 3,629 | 27,5 | 27,75 | — | — |
| М14 | 2,0 | 11,5 | 11,75 | 13/8 | 4,233 | 30,5 | 30,5 | — | — |
| М16 | 2,0 | 13,5 | 13,75 | — | — | — | — | — | — |
| М18 | 2,5 | 15,0 | 15,25 | 11/2 | 4,333 | 33,0 | 33,5 | — | — |
| М20 | 2,5 | 17,0 | 17,25 | 15/8 | 6,080 | 35,0 | 35,5 | — | — |
| М22 | 2,6 | 19,0 | 19,25 | 13/4 | 5,080 | 33,5 | 39,0 | — | — |
| М24 | 3,0 | 20,5 | 20,75 | 17/8 | 5,644 | 41,0 | 41,5 | — | — |
Сквозные отверстия
Сквозные отверстия пронизывают заготовку полностью, образуя в ней проход. Особенностью процесса является защита поверхности верстака или столешницы от выхода сверла за пределы заготовки, что может повредить и само сверло, а также снабдить заготовку «заусенцем» — гартом. Чтобы этого избежать, применяют следующие способы:
- используют верстак с отверстием;
- подкладывают под деталь прокладку из дерева или «сэндвич» — дерево+металл+дерево;
- подкладывают под деталь металлический брусок с отверстием для свободного прохода сверла;
- снижают скорость подачи на последнем этапе.
Последний способ обязателен при высверливании отверстий «по месту», чтобы не повредить близко расположенные поверхности или детали.

Отверстия в тонколистовом металле вырезаются перовыми свёрлами, потому как спиральное сверло повредит края заготовки.
Глухие отверстия
Такие отверстия выполняются на определённую глубину и не пронизывают заготовку насквозь. Отмерить глубину можно двумя способами:
- ограничивая длину сверла втулочным упором;
- ограничивая длину сверла патроном с регулируемым упором;
- пользуясь линейкой, закреплённой на станке;
- комбинацией способов.
Некоторые станки снабжены системой автоматической подачи на заданную глубину, после чего механизм останавливается. В процессе сверления может потребоваться несколько раз остановить работу, чтобы удалить стружку.

Отверстия сложной формы
Отверстия, расположенные на краю заготовки (половинчатые) можно выполнять, соединив гранями и зажав тисками две заготовки или заготовку и прокладку и высверлив полное отверстие. Прокладка должна быть выполнена из такого же материала, что и обрабатываемая заготовка, иначе сверло будет «уходить» в сторону наименьшего сопротивления.
Сквозное отверстие в уголке (профильный металлопрокат) выполняют, зафиксировав заготовку в тисках и используя деревянную прокладку.

Сложнее выполнить сверление цилиндрической заготовки по касательной. Процесс разделяется на две операции: подготовка перпендикулярной отверстию площадки (фрезеровка, зенковка) и собственно сверление. Высверливание отверстий в поверхностях, расположенных под углом, также начинают с подготовки площадки, после чего вставляют деревянную прокладку между плоскостями, образуя треугольник, и сверлят отверстие сквозь угол.
Полые детали просверливают, заполнив полость пробкой из древесины.
Отверстия с уступами получают с использованием двух техник:
- Рассверливание. Отверстие высверливается на всю глубину сверлом наименьшего диаметра, после чего на заданную глубину рассверливают свёрлами диаметрами от меньшего к большему. Достоинство метода — хорошо отцентрованное отверстие.
- Уменьшение диаметра. На заданную глубину высверливается отверстие максимального диаметра, затем свёрла меняются с последовательным уменьшением диаметра и углублением отверстия. При этом методе легче контролировать глубину каждой ступени.
 1. Рассверливание отверстия. 2. Уменьшение диаметра
1. Рассверливание отверстия. 2. Уменьшение диаметра
Отверстия большого диаметра, кольцевое высверливание
Получение отверстий большого диаметра в массивных заготовках, толщиной до 5-6 мм, дело трудоёмкое и затратное. Относительно небольшие диаметры — до 30 мм (максимум 40 мм) можно получить, используя конусные, а лучше ступенчато-конусные свёрла. Для отверстий большего диаметра (до 100 мм) понадобятся полые биметаллические коронки или коронки с твердосплавными зубьями с центровочным сверлом. Причём мастера традиционно в этом случае рекомендуют Bosch, в особенности на твёрдом металле, например, стали.

Такое кольцевое высверливание менее энергозатратное, но может быть более затратным финансово. Помимо свёрл важна мощность дрели и возможность работы на самых низких оборотах. Причём чем толще металл, тем сильнее захочется выполнить отверстие на станке, а при большом количестве отверстий в листе толщиной более 12 мм лучше сразу искать такую возможность.
В тонколистовой заготовке отверстие большого диаметра получают с помощью узкозубых коронок или фрезой, закреплённой на «болгарке», но края в последнем случае оставляют желать лучшего.
Глубокие отверстия, СОЖ
Иногда требуется выполнить глубокое отверстие. В теории, это такое отверстие, длина которого в пять раз больше диаметра. На практике, глубоким называют сверление, требующее принудительного периодического удаления стружки и применения СОЖ (смазочно-охлаждающих жидкостей).

В сверлении СОЖ нужны в первую очередь для снижения температуры сверла и заготовки, которые нагреваются от трения. Поэтому при получении отверстий в меди, которая обладает высокой теплопроводностью и сама способна отводить тепло, СОЖ можно не применять. Относительно легко и без смазки сверлится чугун (кроме высокопрочных).
На производстве в качестве СОЖ применяют индустриальные масла, синтетические эмульсии, эмульсолы и некоторые углеводороды. В домашних мастерских можно использовать:
- технический вазелин, касторовое масло — для мягких сталей;
- хозяйственное мыло — для алюминиевых сплавов типа Д16Т;
- смесь керосина с касторовым маслом — для дюралюминия;
- мыльную воду — для алюминия;
- скипидар, разведённый спиртом — для силумина.
Универсальная охлаждаемая жидкость может быть приготовлена самостоятельно. Для этого нужно растворить 200 г мыла в ведре воды, добавить 5 ложек машинного масла, можно отработанного, и прокипятить раствор до получения мыльной однородной эмульсии. Некоторые мастера для снижения трения используют свиное сало.
| Обрабатываемый материал | Смазочно-охлаждающая жидкость |
| Сталь: | |
| углеродистая | Эмульсия. Осернённое масло |
| конструкционная | Осернённое масло с керосином |
| инструментальная | Смешанные масла |
| легированная | Смешанные масла |
| Чугун ковкий | 3-5%-ная эмульсия |
| Чугунное литье | Без охлаждения. 3-5%-ная эмульсия. Керосин |
| Бронза | Без охлаждения. Смешанные масла |
| Цинк | Эмульсия |
| Латунь | Без охлаждения. 3-5%-ная эмульсия |
| Медь | Эмульсия. Смешанные масла |
| Никель | Эмульсия |
| Алюминий и его сплавы | Без охлаждения. Эмульсия. Смешанные масла. Керосин |
| Нержавеющие, жаропрочные сплавы | Смесь из 50% осернённого масла, 30% керосина, 20% олеиновой кислоты (или 80% сульфофрезола и 20% олеиновой кислоты) |
| Волокнит, винипласт, оргстекло и так далее | 3-5%-ная эмульсия |
| Текстолит, гетинакс | Обдувка сжатым воздухом |
Глубокие отверстия могут быть выполнены сплошным и кольцевым сверлением, причём в последнем случае центральный стержень, образованный вращением коронки, выламывают не целиком, а частями, ослабив его дополнительными отверстиями малого диаметра.
Сплошное сверление выполняется в хорошо зафиксированной заготовке спиральным сверлом, в каналы которого подается СОЖ. Периодически, не останавливая вращение сверла, нужно его извлекать и очищать полость от стружки. Работа спиральным сверлом выполняется поэтапно: сначала берут короткое и надсверливают отверстие, которое затем заглубляют сверлом соответствующего размера. При значительной глубине отверстия желательно пользоваться направляющими кондукторными втулками.

При регулярном высверливании глубоких отверстий можно рекомендовать приобретение специального станка с автоматической подачей СОЖ к сверлу и точной отцентровкой.
Сверление по разметке, шаблону и кондуктору
Сверлить отверстия можно по выполненной разметке или без неё — с применением шаблона или кондуктора.
Разметка выполняется кернером. Ударом молотка намечается место для острия сверла. Фломастером тоже можно отметить место, но отверстие нужно ещё и для того, чтобы острие не сдвигалось от намеченной точки. Работа выполняется в два этапа: предварительное сверление, контроль отверстия, окончательное сверление. Если сверло «ушло» от намеченного центра, узким зубилом делаются насечки (канавки), направляющие острие в заданное место.

Для определения центра цилиндрической заготовки пользуются квадратным кусочком жести, согнутым под 90° так, чтобы высота одного плеча составляла приблизительно один радиус. Прикладывая уголок с разных сторон заготовки, проведите карандашом вдоль края. В результате у вас образуется область вокруг центра. Найти центр можно по теореме — пересечением перпендикуляров от двух хорд.
Шаблон нужен при выполнении серии однотипных деталей с несколькими отверстиями. Им удобно пользоваться для пачки тонколистовых заготовок, соединённых струбциной . Так одновременно можно получить несколько просверленных заготовок. Вместо шаблона иногда используют чертёж или схему, например, при изготовлении деталей для радиоаппаратуры.

Кондуктором пользуются, когда очень важна точность выдерживания расстояний между отверстиями и строгая перпендикулярность канала. При сверловке глубоких отверстий или при работе с тонкостенными трубками кроме кондуктора могут применяться направляющие, фиксирующие положение дрели относительно поверхности металла.
При работе с электроинструментом важно помнить о безопасности человека и не допускать преждевременного износа инструмента и возможного брака. В связи с этим мы собрали некоторые полезные советы:
- Перед работой нужно проверить крепления всех элементов.
- Одежда при работе на станке или с электродрелью не должна быть с элементами, способными попасть под действие вращающихся частей. Глаза от стружки защитите очками.
- Сверло при приближении к поверхности металла должно уже вращаться, иначе оно быстро затупится.
- Вынимать сверло из отверстия нужно, не выключая дрель, по возможности снижая обороты.
- Если сверло не углубляется в металл, значит, его твёрдость ниже, чем у заготовки. Повышенную твёрдость у стали можно выявить, проведя по образцу напильником — отсутствие следов свидетельствует о повышенной твёрдости. В этом случае сверло нужно выбирать из твёрдого сплава с присадками и работать на низких оборотах с небольшой подачей.
- Если сверло маленького диаметра плохо закрепляется в патроне, намотайте на его хвостовик несколько оборотов латунной проволоки, увеличив диаметр для захвата.
- Если поверхность заготовки полированная, наденьте фетровую шайбу на сверло, чтобы гарантировано не нанести царапины даже при соприкосновении с патроном дрели. При закреплении заготовок из полированной или хромированной стали, используйте прокладки из ткани или кожи.
- При изготовлении глубоких отверстий прямоугольный кусочек пенопласта, насаженный на сверло, может служить измерителем и одновременно, вращаясь, сдувать мелкую стружку.





